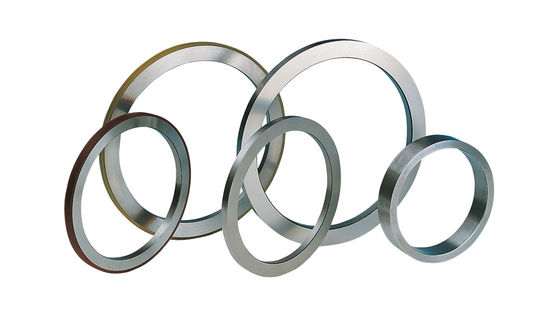
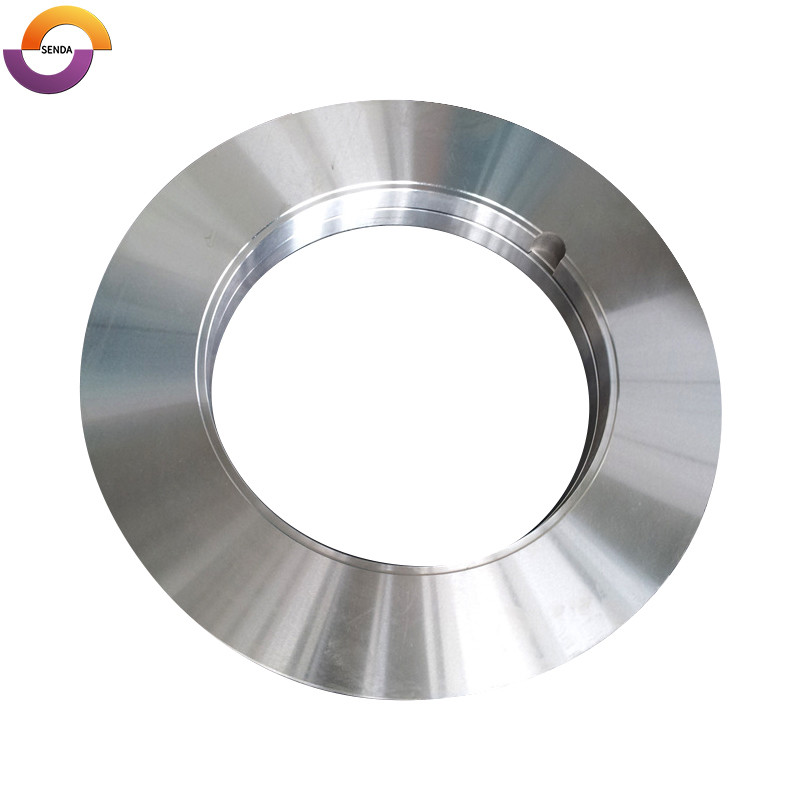
Bilah slitter putar SENDA dirancang untuk menggorok memanjang pada gulungan, lembaran, dan strip baja canai panas yang didinginkan. Bilahnya dipasang pada punjung atas dan bawah dari garis penggorengan. Jarak bebas horizontal yang terkontrol dan tumpang tindih bilah digunakan untuk terus menerus menggeser kumparan baja lebar menjadi strip yang lebih sempit.
Bilahnya dapat disesuaikan menurut gambar teknis, dimensi bilah yang ada, atau sampel fisik. Bahan bilah, kekerasan, presisi dimensi, dan perkakas pendukung dipilih sesuai dengan ketebalan baja canai panas, kekuatan tarik, kecepatan pemotongan, kondisi mesin, dan masalah pemotongan saat ini.
Spesifikasi Produk Utama
|
Parameter
|
Spesifikasi
|
| Nama Produk |
Pisau Pemotong Putar |
| Nama Lainnya |
Pisau Slitter Kumparan, Pisau Slitter Melingkar, Pisau Geser Putar |
| Aplikasi |
Pemotongan memanjang pada gulungan, lembaran, dan strip baja canai panas |
| Ketebalan Pemotongan |
0,1–24mm |
| Bahan yang Tersedia |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| Kekerasan Alat-Baja |
HRC 62–64 untuk spesifikasi baja perkakas yang berlaku |
| Diameter Luar Maksimum |
600 mm |
| Contoh Ukuran |
6.000″ OD × 3.000″ ID × 0,375″ T |
| Toleransi Diameter Dalam |
+0,02 mm |
| Konsentrisitet |
≤0,02mm |
| Toleransi Ketebalan |
Turun hingga ±0,001 mm, tergantung diameter bilah |
| Kekasaran Permukaan Standar |
Ra 0,2 mikron |
| Kekasaran Permukaan yang Dipoles |
Hingga Ra 0,1 μm untuk ukuran yang berlaku |
| Kecepatan Referensi Industri Pengukur Tipis |
Hingga sekitar 305 m/mnt |
| Kustomisasi |
Menurut gambar, dimensi atau sampel |
| MOQ |
2 buah |
| Waktu Pengiriman |
30–35 hari |
Ukuran contoh yang tercantum bukanlah spesifikasi standar tetap. OD akhir, ID, ketebalan, material, kekerasan dan toleransi dibuat sesuai dengan gambar yang disetujui dan kondisi pemotongan aktual.
Aplikasi untuk Menggorok Baja Canai Panas
Pisau slitter putar ini terutama digunakan dalam:
- Menggorok kumparan baja canai panas
- Pemotongan lembaran baja canai panas
- Produksi jalur sempit canai panas
- Pusat pemrosesan kumparan baja
- Pusat servis baja
- Pemangkasan tepi lembaran canai panas
- Garis menggorok multi-pisau terus menerus
Produk ini ditujukan untuk baja canai panas yang telah menyelesaikan proses penggulungan dan didinginkan. Hal ini tidak dimaksudkan untuk pemotongan baja panas membara, pemotongan terbang panas atau operasi pemotongan-ke-panjang suhu tinggi pada jalur pengerolan panas.
Masalah Umum pada Pemotongan Baja Canai Panas
Ketebalan, kekuatan, skala permukaan, dan beban pemotongan baja canai panas mempengaruhi pemilihan material bilah, kekerasan, dan parameter perkakas. Konfigurasi blade atau perkakas yang salah dapat mengakibatkan:
|
Masalah Umum
|
Hasil Khas
|
| Gerinda yang Berlebihan |
Gerinda yang terus menerus atau terlokalisasi di sepanjang tepi celah |
| Deformasi Tepi |
Tepi strip tergulung, terkompresi, atau berubah bentuk |
| Pemotongan Pisau |
Keripik yang terlokalisasi, retakan mikro, atau kerusakan tepi |
| Keausan Pisau Cepat |
Tepi cepat tumpul dan penggilingan ulang lebih sering |
| Keausan Pisau Tidak Merata |
Tingkat keausan berbeda antara bilah atas, bawah, atau berdekatan |
| Variasi Lebar |
Variasi dimensi pada strip yang sudah jadi |
| Kemacetan Pisau |
Gangguan selama pemasangan atau pengoperasian blade |
| Pengupasan Tidak Stabil |
Kesulitan memandu atau memisahkan strip celah |
Masalah-masalah ini tidak selalu disebabkan oleh material bilahnya saja. Jarak bebas horizontal, presisi punjung, paralelisme bilah, akumulasi penjarak, kondisi pemasangan, dan konfigurasi pengupasan juga dapat mempengaruhi hasil pemotongan.
Mengapa Terjadi Hasil Burr dan Menggorok Tidak Normal
Hasil pemotongan yang berbeda dapat menunjukkan area berbeda yang perlu diperiksa.
|
Hasil Menggorok
|
Arah Inspeksi
|
| Gerinda yang benar-benar tidak beraturan pada semua strip |
Periksa keakuratan mesin slitting dan set perkakas lengkap |
| Garis ganjil atau genap tidak dapat dipisahkan seluruhnya |
Periksa keselarasan bahu punjung dan jarak bebas dari pasangan bilah pertama |
| Gerinda biasa muncul di sisi strip yang sama |
Periksa posisi pengupasan, bahu pemisah dan jarak bebas awal |
| Gerinda terus menerus sepanjang strip penuh |
Periksa runout punjung dan paralelisme bilah |
| Beberapa strip dapat diterima sementara strip lainnya tetap rusak |
Periksa akumulasi kesalahan bilah dan kondisi permukaan bilah |
| Gerinda berlebihan yang sering terjadi pada kedua sisi semua strip |
Jarak bebas horizontal mungkin terlalu besar |
| Kompresi teratur pada kedua sisi semua strip |
Jarak bebas horizontal mungkin terlalu kecil |
Oleh karena itu, masalah celah baja canai panas harus dievaluasi dengan memeriksa bilah, punjung, spacer, jarak bebas, dan kondisi pemasangan secara bersamaan, bukan sekadar meningkatkan kekerasan bilah.
Bahan Bilah untuk Berbagai Ketebalan Baja Canai Panas
SENDA memilih material bilah berdasarkan ketebalan baja canai panas, kekuatan tarik, kondisi permukaan, dan persyaratan pemotongan aktual.
|
Ketebalan Baja Canai Panas
|
Bahan Pisau yang Tersedia
|
| < 3,0 mm |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 3,0–6,0 mm |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| >6,0 mm |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 dan LS13
LS7, LS6 dan LS13 dipilih sesuai dengan kisaran ketebalan baja canai panas:
- LS7 dapat digunakan pada tiga rentang ketebalan utama.
- LS6 terutama digunakan untuk baja canai panas di bawah 6,0 mm.
- LS13 terutama digunakan untuk baja canai panas di atas 3,0 mm.
SKD11, D2 dan Cr12MoV
SKD11, D2 dan Cr12MoV adalah kategori material baja perkakas yang dapat digunakan untuk berbagai ketebalan baja canai panas. Pemilihan akhir tergantung pada kekuatan strip, skala permukaan, beban pemotongan, kecepatan pemotongan dan risiko chipping.
HSS
HSS tersedia dalam kategori material baja kecepatan tinggi untuk rentang ketebalan berbeda. Nilai HSS spesifik dipilih berdasarkan kondisi pemotongan sebenarnya.
SD-51 dan SD-56
SD-51 dan SD-56 dapat digunakan untuk aplikasi canai dingin dan canai panas. Pemilihan akhir masih bergantung pada ketebalan strip, kekuatan dan parameter mesin.
Keseimbangan Kekerasan dan Ketangguhan Bilah
HRC 62–64 tersedia untuk spesifikasi bilah baja perkakas yang berlaku, namun kisaran kekerasan ini tidak boleh diterapkan secara seragam pada setiap material bilah.
Kekerasan akhir tergantung pada:
- Bahan pisau
- Ketebalan baja canai panas
- Kekuatan tarik
- Kondisi skala permukaan
- OD dan ketebalan bilah
- Kecepatan menggorok
- Beban mutakhir
- Risiko terkelupas
Kekerasan yang lebih tinggi dapat mendukung retensi tepi dan pengendalian keausan, namun ketangguhan blade juga harus dipertimbangkan untuk strip yang lebih tebal, beban pemotongan yang lebih tinggi, atau kondisi benturan.
Oleh karena itu, material bilah dan parameter perlakuan panas harus dipilih sesuai dengan aplikasi pemotongan spesifik. HRC 62–64 bukanlah spesifikasi kekerasan universal untuk semua bilah slitter baja canai panas.
Toleransi dan Paralelisme Ketebalan Pisau
Presisi bilah berubah seiring dengan diameter luar. Toleransi ketebalan ±0,001 mm tidak boleh dianggap sebagai toleransi universal untuk semua ukuran blade.
|
Diameter Luar Bilah
|
Toleransi Ketebalan
|
Paralelisme
|
| ≤250mm |
±0,001mm |
0,002mm |
| ≤340mm |
±0,001mm |
0,002mm |
| ≤420mm |
±0,001mm |
0,002mm |
| ≤550mm |
±0,003mm |
0,002mm |
| ≤600mm |
±0,005mm |
0,005mm |
Dalam sistem pemotongan multi-pisau, kesalahan dimensi dari masing-masing bilah dan spacer dapat terakumulasi. Oleh karena itu, tumpukan perkakas yang lengkap harus dikontrol selain ketebalan masing-masing bilah.
Kerataan Bilah berdasarkan Diameter dan Ketebalan
Kerataan bilah bergantung pada diameter luar dan ketebalan bilah.
|
Diameter Luar Bilah
|
Ketebalan ≤1 mm
|
Ketebalan 1–2 mm
|
Ketebalan 2–5 mm
|
Ketebalan>5mm
|
| ≤250mm |
0,02 mm |
0,005 mm |
0,002mm |
0,002mm |
| ≤340mm |
0,03 mm |
0,01 mm |
0,005mm |
0,002mm |
| ≤420mm |
0,04 mm |
0,02 mm |
0,01 mm |
0,002mm |
| ≤550mm |
— |
— |
0,02 mm |
0,005mm |
| ≤600mm |
— |
— |
— |
0,01 mm |
Kerataan dan paralelisme yang sesuai membantu mengontrol kontak bilah, beban pemotongan yang terlokalisasi, keausan yang tidak merata, dan variasi pada tepi celah akhir.
Kekasaran Permukaan dan Selesai
Kekasaran permukaan bilah standar adalah Ra 0,2 μm. Untuk ukuran presisi yang berlaku, kekasaran permukaan yang dipoles dapat mencapai Ra 0,1 μm.
|
Parameter Permukaan
|
Spesifikasi
|
| Kekasaran Permukaan Standar |
Ra 0,2 mikron |
| Kekasaran Permukaan yang Dipoles |
Ra 0,1 mikron |
| Rentang Utama yang Berlaku untuk Ra 0,1 μm |
Ukuran blade yang sesuai dengan OD ≤420 mm |
| Permukaan Selesai |
Digiling, disusun dan dipoles |
Istilah asli “Kebulatan Permukaan: Ra 0,1 μm” harus dikoreksi menjadi “Kekasaran Permukaan,” karena Ra mengacu pada kekasaran permukaan, bukan kebulatan.
Referensi Jarak Bebas Pisau Horisontal
Jarak bebas bilah horizontal pada awalnya dipilih berdasarkan ketebalan strip dan kekuatan tarik.
|
Kekuatan Bahan dan Tarik
|
Jarak Bebas Horizontal sebagai Persentase Ketebalan Strip
|
| Aluminium lunak, tembaga dan kuningan, ≤100 MPa |
3%–5% |
| Baja ringan, paduan tembaga dan aluminium keras, ≤240 MPa |
Sekitar 10% |
| Baja keras sedang dan baja tahan karat lunak, sekitar 420–620 MPa |
Sekitar 12%–15% |
| Baja tahan karat dan baja paduan tinggi, sekitar 700–1310 MPa |
Sekitar 15%–25% |
Untuk baja canai panas, rentang referensi utamanya adalah:
- Baja canai panas yang lebih lunak dengan kekuatan tarik ≤240 MPa: jarak bebas awal sekitar 10% dari ketebalan strip.
- Baja canai panas berkekuatan sedang dengan kekuatan tarik sekitar 420–620 MPa: jarak bebas awal sekitar 12%–15% dari ketebalan strip.
Nilai-nilai ini adalah referensi pengaturan awal. Jarak bebas akhir harus disesuaikan dengan kualitas baja aktual, ketebalan, kondisi mutakhir, presisi mesin, dan profil tepi geser yang diperlukan.
Jarak bebas yang berlebihan dapat mengakibatkan pembentukan duri secara teratur. Jarak bebas yang tidak memadai dapat meningkatkan kompresi material, beban mutakhir, atau keausan yang tidak normal.
Cara Kerja Pisau Slitter Putar
Setelah kumparan baja canai panas memasuki garis pemotongan, bilah putar atas dan bawah dipasang pada punjungnya masing-masing. Bilah, spacer, dan shim disusun menurut lebar strip yang diperlukan.
Proses menggorok meliputi:
- Kumparan baja canai panas memasuki garis pemotongan.
- Bilah putar disusun pada punjung atas dan bawah sesuai dengan lebar sasaran.
- Spacer baja mengontrol posisi blade dan lebar strip akhir.
- Shim digunakan untuk menyempurnakan posisi blade dan jarak bebas horizontal.
- Bilah atas dan bawah membentuk jarak bebas horizontal dan tumpang tindih yang diperlukan.
- Kumparan baja terus menerus dicukur saat melewati tepi bilah.
- Cincin karet dan cincin pengupas mendukung penahan, panduan, dan pelepasan strip.
- Strip celah terus melakukan proses recoiling atau hilir.
Kualitas pemotongan tidak hanya bergantung pada ketajaman bilah, namun juga pada kondisi punjung, presisi bilah, pengaturan jarak bebas, dan akumulasi dimensi tumpukan perkakas lengkap.
Perkakas Lengkap untuk Garis Pemotongan Baja Canai Panas
SENDA dapat mengonfigurasi bilah dan perkakas pendukung sesuai dengan mesin penggorok, lebar strip target, dan struktur tumpukan perkakas.
|
Komponen Perkakas
|
Fungsi Utama
|
| Pisau Pemotong Putar |
Lakukan pemotongan memanjang terus menerus |
| Spacer Baja |
Kontrol posisi bilah dan lebar strip akhir |
| Shim |
Sempurnakan posisi blade dan jarak bebas horizontal |
| Cincin NBR |
Direkomendasikan untuk material canai panas sebagai penyangga penahan, pemandu dan pengupasan |
| Cincin PU |
Opsional untuk bahan canai panas |
| Cincin Pengupas Baja |
Berikan tekanan, arahkan dan hilangkan strip sempit |
| Alat Pemisah |
Pisahkan dan arahkan strip celah |
Untuk material canai panas, cincin NBR adalah arah yang direkomendasikan, sedangkan cincin PU dapat dipilih sesuai dengan kondisi mesin dan permukaan material.
Cara Memilih Pisau Slitter Putar untuk Baja Canai Panas
1. Konfirmasikan Parameter Baja Canai Panas
Harap berikan:
- Kelas baja canai panas
- Ketebalan strip
- Kekuatan tarik
- Kondisi permukaan
Informasi ini digunakan untuk menentukan material bilah, kekerasan, dan jarak bebas horizontal awal.
2. Konfirmasikan Dimensi Bilah dan Punjung
Harap berikan:
- Diameter luar bilah
- Diameter dalam bilah
- Ketebalan pisau
- Dimensi punjung
- Struktur lubang dan instalasi
- Gambar pisau atau sampel fisik yang ada
Persyaratan gambar apa pun untuk kerataan, paralelisme, konsentrisitas, radius, talang, atau geometri mutakhir juga harus disediakan.
3. Konfirmasikan Kondisi Produksi
Harap berikan:
- Kecepatan menggorok
- Lebar garis sasaran
- Model mesin menggorok
- Konfigurasi perkakas multi-pisau
Beberapa jalur pemotongan berkecepatan tinggi yang memproses baja canai dingin dan baja canai panas berukuran sekitar 0,5–2,7 mm memiliki kecepatan referensi industri sekitar 305 m/mnt. Kecepatan pengoperasian sebenarnya masih bergantung pada ketebalan strip, kekuatan tarik, dimensi blade, dan kondisi mesin. Kecepatan ini tidak boleh diterapkan secara seragam pada seluruh rentang ketebalan 0,1–24 mm.
4. Konfirmasikan Masalah Menggorok Saat Ini
Foto tepi celah, tepi tajam mata pisau, dan kondisi keausan dapat membantu mengevaluasi:
- Posisi dan arah duri
- Pemotongan pisau
- Keausan pisau tidak merata
- Variasi lebar strip
- Kemacetan pisau
- Pengupasan yang tidak stabil
5. Konfirmasikan Persyaratan Peralatan Pendukung
Harap konfirmasi apakah pesanan memerlukan:
- Spacer baja
- Shim
- Cincin NBR atau PU
- Cincin pengupas baja
- Alat pemisah
Dari Review Gambar hingga Inspeksi Dimensi
Bilah slitter baja canai panas harus sesuai dengan punjung, spacer, dan tumpukan perkakas lengkap milik pelanggan. SENDA dapat memproduksi sesuai dengan gambar pelanggan, dimensi bilah yang ada, atau sampel fisik. Gambar yang disetujui digunakan sebagai dasar produksi dan inspeksi produk jadi.
Tinjauan Gambar dan Parameter
Sebelum produksi, informasi teknis ditinjau untuk mengonfirmasi:
- Blade OD, ID dan ketebalan
- Dimensi pemasangan lubang ke punjung
- Persyaratan kerataan dan paralelisme
- Persyaratan konsentrisitas
- Radius, talang dan struktur mutakhir
- Toleransi dimensi dan tanggal inspeksi ditunjukkan pada gambar
Bahan bilah, tingkat kekerasan dan presisi juga dipilih berdasarkan ketebalan baja canai panas, kekuatan tarik, dan kondisi pemotongan aktual.

Pemeriksaan Dimensi Bilah Selesai
Setelah pemesinan, dimensi bilah jadi dan kondisi permukaan diperiksa sesuai dengan persyaratan gambar dan pesanan yang disetujui. Hal ini membantu memastikan bahwa bilahnya sesuai dengan arbor dan konfigurasi perkakas pelanggan yang ada.
Item inspeksi mungkin termasuk:
- Diameter luar
- Diameter dalam
- Ketebalan pisau
- Dimensi yang ditentukan gambar
- Kondisi mutakhir dan permukaan
- Kesesuaian dimensi set perkakas lengkap
Proses Manufaktur
SENDA memproduksi perkakas penggorok industri dari baja perkakas paduan tempa, baja kecepatan tinggi, baja berpemilik, dan baja metalurgi serbuk berkinerja tinggi.
Proses manufaktur utama meliputi:
- Ulasan aplikasi dan gambar
- Konfirmasi material pisau dan kekerasan
- Persiapan dan penempaan bahan mentah
- Perlakuan panas vakum atau perlakuan panas rendaman garam
- Tempering
- Pemesinan dimensi CNC
- Penggilingan silinder internal dan eksternal
- Penggilingan permukaan yang presisi
- Pemrosesan mutakhir
- Memukul-mukul atau memoles
- Inspeksi dimensi dan permukaan
- Pencegahan karat dan pengemasan
Rute produksi sebenarnya dapat bervariasi sesuai dengan bahan bilah, dimensi, dan persyaratan presisi.
Inspeksi dan Kontrol Kualitas
SENDA menggunakan analisis material, inspeksi dimensi, dan inspeksi permukaan untuk mengontrol bahan mentah, proses manufaktur, dan bilah jadi.
|
Barang Inspeksi
|
Konten Inspeksi
|
| Analisis Spektral |
Memeriksa komposisi kimia bahan |
| Analisis Metalografi |
Mengevaluasi struktur mikro material |
| Pengujian Non-destruktif |
Memeriksa cacat material atau produk |
| Pemeriksaan OD dan ID |
Periksa diameter luar dan dalam sesuai gambar yang disetujui |
| Pemeriksaan Ketebalan |
Memeriksa ketebalan bilah |
| Inspeksi Kerataan |
Memeriksa kerataan bilah |
| Inspeksi Paralelisme |
Memeriksa paralelisme antara permukaan kerja |
| Inspeksi Konsentrisitas |
Memeriksa hubungan konsentris antara lubang dan diameter luar |
| Pemeriksaan Kekasaran Permukaan |
Memeriksa kekasaran permukaan yang digiling atau dipoles |
| Inspeksi Mutakhir |
Memeriksa kondisi chipping, gerinda dan penggilingan |
Item inspeksi spesifik ditentukan berdasarkan bahan bilah, dimensi, gambar, dan persyaratan pesanan.
Pengemasan dan Pengiriman
|
Barang
|
Spesifikasi
|
| MOQ |
2 buah |
| Waktu Pengiriman |
30–35 hari |
| Perlindungan Karat |
Minyak anti karat |
| Perlindungan Batin |
Pembungkus plastik pelindung |
| Kemasan Luar |
Kotak kayu lapis yang kuat |
| Ketentuan Pembayaran |
L/C, D/A, D/P, T/T, Western Union |
| Sertifikasi |
ISO 9001 |
| Tempat Asal |
Cina |
Sebelum dikemas, bilahnya mendapat perlindungan karat. Pembungkus plastik pelindung dan kotak kayu lapis yang kuat membantu mengurangi risiko kelembapan, korosi, dan kerusakan akibat benturan selama pengangkutan.
Pertanyaan yang Sering Diajukan
Bahan apa yang tersedia untuk bilah slitter baja canai panas?
Bahan yang tersedia antara lain LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 dan Cr12MoV. LS7, LS6 dan LS13 dipilih berdasarkan ketebalan baja canai panas. Bahan lain dipilih berdasarkan kekuatan strip, kondisi permukaan, dan persyaratan pemotongan aktual.
Berapa ketebalan baja canai panas yang dapat diproses oleh bilahnya?
Kisaran ketebalan pemotongan saat ini adalah 0,1–24 mm. Ketebalan, kekuatan, dan kondisi alat berat yang berbeda memerlukan bahan bilah, kekerasan, dimensi, jarak bebas, dan kecepatan pengoperasian yang berbeda.
Apakah HRC 62–64 cocok untuk setiap material blade?
Tidak. HRC 62–64 hanya tersedia untuk spesifikasi bilah baja perkakas yang berlaku. Baja seri LS, HSS, material seri SD, dan grade lainnya memerlukan pemilihan kekerasan sesuai dengan sifat material dan kondisi pengoperasian sebenarnya.
Berapa jarak bebas horizontal yang harus digunakan untuk menggorok baja canai panas?
Untuk baja canai panas yang lebih lunak dengan kekuatan tarik ≤240 MPa, sekitar 10% ketebalan strip dapat digunakan sebagai referensi awal. Untuk baja canai panas berkekuatan sedang sekitar 420–620 MPa, sekitar 12%–15% dapat digunakan sebagai referensi awal. Jarak bebas akhir harus disesuaikan berdasarkan profil tepi potong yang sebenarnya, kondisi duri, presisi mesin, dan kondisi bilah.
Ketepatan bilah apa yang dapat diberikan SENDA?
Tergantung pada diameter bilah, toleransi ketebalan bisa mencapai ±0,001 mm dan paralelisme bisa mencapai 0,002 mm. Kekasaran permukaan standar adalah Ra 0,2 μm, sedangkan spesifikasi poles yang berlaku dapat mencapai Ra 0,1 μm.
Informasi apa yang diperlukan untuk kutipan?
Harap berikan kelas baja canai panas, ketebalan, kekuatan tarik, kecepatan menggorok, lebar strip target, OD bilah × ID × T, dimensi punjung, bahan bilah saat ini, masalah pemotongan saat ini, gambar dan jumlah yang dibutuhkan.
Informasi yang Diperlukan untuk Penawaran Khusus
Untuk menentukan material bilah, kekerasan, presisi dimensi, dan konfigurasi perkakas yang sesuai, berikan:
- Kelas baja canai panas
- Ketebalan baja canai panas
- Kekuatan tarik
- Kecepatan menggorok
- Lebar garis sasaran
- Diameter luar bilah, diameter dalam dan ketebalan
- Dimensi punjung
- Bahan pisau saat ini
- Masalah duri, terkelupas, atau aus saat ini
- Spacer, cincin karet, atau cincin stripper yang diperlukan
- Gambar teknik pisau
- Foto bilah atau dimensi fisik yang ada
- Jumlah yang dibutuhkan
Unggah gambar bilah Anda dan berikan ketebalan baja canai panas, kekuatan tarik, dan parameter garis celah untuk material, toleransi dimensi, dan tinjauan perkakas lengkap.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!