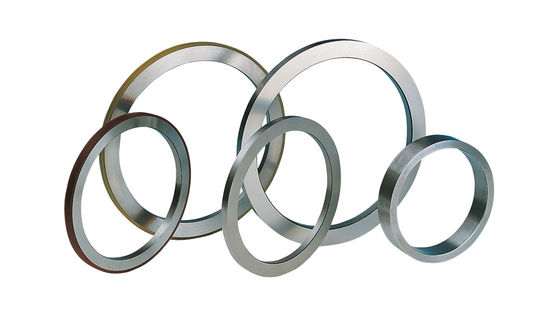
SENDA memproduksi bilah slitter putar HRC55 untuk pemotongan memanjang terus menerus pada lembaran, kumparan, dan strip baja tahan karat.
Setiap bilah disesuaikan menurut tingkat baja tahan karat, ketebalan material, kekuatan tarik, kecepatan menggorok, dimensi punjung, dan kondisi mesin. D2 dan SKD11 tersedia sebagai opsi material blade utama, dengan kisaran kekerasan HRC 55–57.
Untuk ukuran bilah yang berlaku, toleransi ketebalan dapat dikontrol hingga ±0,001 mm, paralelisme hingga 0,002 mm, dan kekasaran permukaan poles hingga Ra 0,1 μm.
Informasi Produk Utama
|
Barang
|
Spesifikasi
|
| Bahan Pisau |
D2/SKD11 |
| Kekerasan |
HRC 55–57 |
| Ukuran |
Disesuaikan sesuai gambar |
| MOQ |
2 buah |
| Waktu Pimpin |
Sekitar 35 hari |
| Kemasan |
Kasus kayu |
| Menyesal |
Tersedia untuk pelanggan luar negeri |
Ikhtisar Produk
Bilah slitter putar HRC55 dipasang di punjung atas dan bawah mesin slitter baja tahan karat. Bilahnya menggunakan jarak bebas horizontal yang terkontrol dan tumpang tindih vertikal untuk terus membagi lembaran atau gulungan baja tahan karat menjadi strip yang lebih sempit.
Aplikasi yang umum meliputi:
- Garis menggorok kumparan baja tahan karat
- Mesin menggorok lembaran baja tahan karat
- Produksi strip baja tahan karat
- Pusat layanan pemrosesan logam
- Pemrosesan strip baja tahan karat presisi
- Pemangkasan tepi baja tahan karat
- Sistem menggorok multi-pisau
Hasil akhir pemotongan tidak ditentukan oleh kekerasan saja. Material blade, akurasi dimensi, geometri cutting edge, kondisi punjung, konfigurasi spacer, dan parameter pemasangan juga harus disesuaikan dengan aplikasinya.
Sebelum produksi, SENDA meninjau kualitas baja tahan karat, ketebalan, kekuatan tarik, dimensi bilah, dan kondisi mesin.
Masalah Umum pada Pemotongan Baja Tahan Karat
Gerinda Tepi Berlebihan
Gerinda yang berlebihan mungkin disebabkan oleh jarak bebas horizontal yang salah, tepi tajam yang aus, kesalahan pemasangan bilah, atau keruntuhan punjung.
Ketebalan dan paralelisme bilah juga mempengaruhi posisi pemotongan antara bilah atas dan bawah. Dalam sistem pemotongan multi-pisau, penyimpangan dimensi pada masing-masing bilah dan spacer dapat terakumulasi dan mengubah jarak pemotongan sebenarnya.
Oleh karena itu, pengendalian duri memerlukan evaluasi terhadap bilah dan konfigurasi perkakas secara lengkap.
Pemotongan Tepian yang Tajam
Terkelupasnya bilah pisau tidak selalu disebabkan oleh kekerasan yang tidak memadai.
Jika kekerasan terlalu tinggi tanpa ketangguhan yang memadai, chipping lokal dapat terjadi saat menggorok baja tahan karat berkekuatan tinggi, pengoperasian dengan bilah pisau yang terlalu tumpang tindih, atau mengalami benturan yang tidak normal.
Jika kekerasan terlalu rendah, keausan cutting edge dan frekuensi penggilingan ulang dapat meningkat.
Oleh karena itu, kisaran HRC 55–57 harus disesuaikan dengan kondisi perlakuan panas D2 atau SKD11, kekuatan baja tahan karat, ketebalan material, dan beban mesin.
Keausan Pisau Tidak Merata
Keausan blade pada satu sisi atau terlokalisasi mungkin terkait dengan:
- Kerataan atau paralelisme bilah
- Kehabisan punjung
- Konfigurasi ketebalan pengatur jarak
- Kondisi penguncian perkakas
- Pemuatan tidak merata
- Variasi ketebalan baja tahan karat
- Pencocokan yang salah antara bilah dan benda kerja
Sebelum mengganti bilah, punjung, penjarak, cincin pengupasan, dan kondisi pemasangan juga harus diperiksa.
Lebar Strip Tidak Stabil
Variasi lebar strip mungkin disebabkan oleh ketebalan bilah, keakuratan spacer, posisi punjung, penguncian perkakas, atau pelacakan material.
Untuk garis menggorok multi-bilah, kontrol dimensi harus mencakup seluruh rakitan perkakas, bukan hanya bilah slitter putar individual.
Mengapa Material Pisau, Kekerasan dan Presisi Harus Disesuaikan
HRC55 Bukan Satu-Satunya Faktor Seleksi
HRC55 menunjukkan tingkat kekerasan bilah Rockwell, tetapi tidak dapat menentukan secara independen apakah bilah tersebut cocok untuk garis penggorengan baja tahan karat tertentu.
Pemilihan pisau juga harus mempertimbangkan:
- Kelas baja tahan karat
- Ketebalan bahan
- Kekuatan tarik atau kekerasan
- Kecepatan menggorok
- Lebar strip yang diperlukan
- Diameter luar bilah, diameter dalam dan ketebalan
- Kondisi mesin dan punjung
- Masalah duri, terkelupas, atau keausan yang ada
D2 dan SKD11 dapat diberi perlakuan panas dalam kisaran HRC 55–57. Konfigurasi material akhir dan perlakuan panas harus dipilih sesuai dengan kondisi pengoperasian sebenarnya.
Toleransi Ketebalan Mempengaruhi Perakitan Perkakas
Untuk ukuran blade yang berlaku, SENDA dapat mengontrol toleransi ketebalan blade hingga ±0,001 mm.
Dalam rakitan perkakas multi-bilah, ketebalan bilah dan spacer menentukan akumulasi lebar perkakas. Akumulasi deviasi yang berlebihan dapat mengakibatkan variasi lebar strip atau perbedaan antara jarak pemotongan aktual dan yang dirancang.
Nilai ±0,001 mm tidak berlaku untuk setiap diameter dan ketebalan. Toleransi akhir dikonfirmasi berdasarkan dimensi blade dan tingkat presisi yang diperlukan.
Paralelisme Mempengaruhi Kontak Pisau
Untuk ukuran blade yang berlaku, paralelisme dapat dikontrol hingga 0,002 mm.
Penyimpangan paralelisme dapat menyebabkan kontak lokal, pembebanan tidak merata, atau keausan cutting edge tidak konsisten. Paralelisme yang terkontrol membantu mempertahankan posisi kontak yang diinginkan antara bilah atas dan bawah.
Kekasaran Permukaan Mempengaruhi Gesekan dan Kontak
Permukaan tanah halus standar dapat mencapai Ra 0,2 μm.
Untuk ukuran bilah yang berlaku, tersedia permukaan yang dipoles hingga Ra 0,1 μm.
Permukaan akhir yang diperlukan harus dipilih sesuai dengan persyaratan permukaan baja tahan karat, daya rekat material, kecepatan pemotongan, dan kondisi pengoperasian.
Solusi Pisau Slitter Putar SENDA HRC55
Disesuaikan Sesuai Gambar dan Kondisi Pengoperasian
SENDA memproduksi bilah slitter putar HRC55 sesuai dengan gambar pelanggan, sampel fisik, atau dimensi bilah yang ada.
Item yang dapat disesuaikan meliputi:
- Diameter luar
- Diameter dalam
- Ketebalan pisau
- Cocok
- Geometri yang canggih
- Kekerasan
- Kebosanan
- Paralelisme
- Kekasaran permukaan
- Perlindungan karat
- Metode pengemasan
Kelas baja tahan karat, kisaran ketebalan, kekuatan tarik, kecepatan menggorok, dan kondisi mesin ditinjau sebelum produksi.
Pilihan Material D2 dan SKD11
D2 dan SKD11 adalah baja perkakas pengerjaan dingin yang digunakan untuk bilah penggorok logam.
Pemilihan bahan akhir tergantung pada:
- Kekuatan baja tahan karat
- Ketebalan bahan
- Beban canggih
- Mode keausan yang diharapkan
- Risiko terkelupas
- Persyaratan penyetelan ulang
- Kondisi garis menggorok
Nilai HRC 55–57 yang ditampilkan pada halaman ini adalah kisaran kekerasan blade yang tersedia. Ini tidak berarti bahwa setiap aplikasi menggunakan proses perlakuan panas yang sama.
Penggilingan Presisi dan Kontrol Dimensi
SENDA mengontrol item berikut sesuai dengan dimensi blade dan gambar yang disetujui:
- Ketebalan pisau
- Kebosanan
- Paralelisme
- Dimensi lubang
- Konsentrisitas atau runout radial
- Kondisi mutakhir
- Kekasaran permukaan
Untuk ukuran pisau yang berlaku:
- Toleransi ketebalan bisa mencapai ±0,001 mm
- Paralelisme bisa mencapai 0,002 mm
- Standar kekasaran permukaannya bisa mencapai Ra 0,2 μm
- Kekasaran permukaan yang dipoles bisa mencapai Ra 0,1 μm
Dukungan Perkakas Menggorok Lengkap
Selain bilah slitter putar, SENDA dapat menyediakan komponen perkakas yang cocok sesuai dengan lebar strip yang diperlukan, metode pengupasan material, dan struktur mesin.
Komponen yang tersedia meliputi:
- Spacer baja
- Shim
- cincin PU
- Cincin karet
- Cincin pemisah
- Cincin pengupas baja
Bilah, penjarak, dan komponen pengupasan harus dikonfigurasikan sebagai sistem perkakas lengkap untuk mengurangi ketidaksesuaian dimensi dan pengupasan material yang tidak stabil.
Spesifikasi Teknis
|
Parameter
|
Spesifikasi
|
| Nama Produk |
Pisau Pemotong Putar HRC55 |
| Aplikasi |
Lembaran baja tahan karat, koil dan strip menggorok |
| Bahan Pisau |
D2/SKD11 |
| Kekerasan |
HRC 55–57 |
| Diameter Luar |
Disesuaikan sesuai gambar |
| Diameter Dalam |
Disesuaikan menurut dimensi punjung |
| Ketebalan Pisau |
Disesuaikan menurut konfigurasi perkakas |
| Toleransi Ketebalan |
Turun hingga ±0,001 mm untuk ukuran blade yang berlaku |
| Paralelisme |
Turun hingga 0,002 mm, tergantung dimensi |
| Kebosanan |
Dikontrol sesuai dengan diameter pisau, ketebalan dan persyaratan gambar |
| Toleransi Bore |
Sesuai dengan gambar dan punjung yang disetujui |
| Konsentrisitas / Runout Radial |
Sesuai dengan gambar dan tanggal inspeksi yang telah disetujui |
| Kekasaran Permukaan Standar |
Ra 0,2 mikron |
| Kekasaran Permukaan yang Dipoles |
Hingga Ra 0,1 μm untuk ukuran blade yang berlaku |
| Geometri Tepi |
Disesuaikan sesuai dengan aplikasi pemotongan |
| Dasar Manufaktur |
Gambar, sampel, atau dimensi bilah yang ada |
| Perkakas Pencocokan |
Spacer, shim, ring PU, ring karet, dan ring stripper |
| MOQ |
2 buah |
| Waktu Pimpin |
Sekitar 35 hari |
| Kemasan Standar |
Kasus kayu |
| Layanan Penggilingan Ulang |
Tersedia untuk pelanggan luar negeri |
| Sertifikasi |
ISO 9001 |
| Negara Asal |
Cina |
Catatan:Nilai presisi yang tercantum tidak berlaku untuk setiap ukuran blade. Toleransi akhir dan kriteria inspeksi dikonfirmasi berdasarkan diameter bilah, ketebalan, bahan, dan gambar yang disetujui.
Aplikasi Menggorok Stainless Steel
Pisau slitter putar HRC55 digunakan untuk menggorok memanjang pada lembaran, gulungan, dan strip baja tahan karat.
Konfigurasi bilah harus dipilih sesuai dengan kelas baja tahan karat tertentu dan kondisi pengoperasian.
Nilai baja tahan karat yang berbeda mungkin memiliki perbedaan:
- Kekuatan tarik
- Perilaku pengerasan kerja
- Persyaratan permukaan
- Persyaratan yang paling mutakhir
- Risiko terkelupas dan aus
Gambaran umum “baja tahan karat” tidak cukup untuk pemilihan akhir pisau. Pelanggan harus memberikan informasi tingkat material, kisaran ketebalan, dan kekuatan.
Cara Kerja Pisau Slitter Putar HRC55
Bilah slitter putar biasanya dipasang berpasangan pada punjung atas dan bawah.
Saat baja tahan karat melewati mesin, bilah atas dan bawah menciptakan aksi geser terus menerus melalui jarak bebas horizontal yang terkontrol dan tumpang tindih vertikal.
Kondisi pemotongan akhir dipengaruhi oleh:
- Bahan pisau dan kekerasan
- Kondisi mutakhir
- Izin horisontal
- Tumpang tindih vertikal
- Akurasi punjung
- Paralelisme bilah
- Konfigurasi ketebalan pengatur jarak
- Susunan cincin penari telanjang
- Ketebalan bahan
- Kekuatan tarik
- Kecepatan lini produksi
Rasio jarak bebas tetap tidak boleh diterapkan pada setiap kelas baja tahan karat.
Jarak bebas horizontal harus dipilih sesuai dengan kualitas baja tahan karat, ketebalan material, kekuatan tarik, kondisi tepi yang diperlukan, dan kondisi mesin.
Jarak bebas yang tidak memadai dapat meningkatkan beban pemotongan, risiko keausan dan terkelupas. Jarak bebas yang berlebihan dapat mengakibatkan zona retakan yang lebih luas, peningkatan gerinda, atau deformasi tepi.
Cara Memilih Pisau Slitter HRC55 yang Benar
Konfirmasikan Bahan Stainless Steel
Harap berikan:
- Kelas baja tahan karat
- seri SUS
- Kondisi materi
- Kekuatan tarik
- Kekuatan hasil atau kekerasan
Tingkatan dan kekuatan material mempengaruhi material bilah, kekerasan, geometri tepi, dan jarak pemotongan.
Konfirmasikan Ketebalan Bahan
Harap berikan:
- Ketebalan operasi normal
- Ketebalan minimal
- Ketebalan maksimum
- Apakah ketebalannya berubah selama produksi
Ketebalan material mempengaruhi beban blade, dimensi, jarak bebas, dan persyaratan tumpang tindih.
Konfirmasikan Dimensi Pisau
Informasi yang direkomendasikan meliputi:
- Diameter luar
- Diameter dalam
- Ketebalan pisau
- Struktur alur pasak atau pemasangan
- Geometri yang canggih
- Bahan pisau yang ada
- Kekerasan bilah yang ada
Gambar teknik lebih disukai. Jika gambar tidak tersedia, pelanggan dapat memberikan foto, dimensi, atau contoh fisik bilah yang ada.
Konfirmasikan Parameter Mesin dan Produksi
Harap berikan:
- Model mesin menggorok
- Dimensi punjung
- Kecepatan menggorok
- Lebar strip yang diperlukan
- Jumlah bilah di setiap set perkakas
- Metode penguncian perkakas
- Konfigurasi spacer dan stripping-ring yang ada
Bilahnya harus disesuaikan dengan punjung dan sistem perkakas yang lengkap. Mereka tidak boleh diproduksi hanya dengan menggunakan informasi diameter luar dan diameter dalam.
Jelaskan Masalah Menggorok yang Ada
Mohon jelaskan permasalahan yang ada saat ini, termasuk:
- Gerinda yang berlebihan
- Pemotongan yang canggih
- Sering menyesali
- Keausan bilah atas dan bawah tidak merata
- Lebar strip tidak stabil
- Goresan permukaan baja tahan karat
- Adhesi bahan
- Pengupasan material yang tidak stabil
SENDA dapat meninjau apakah bilah, jarak bebas, penjarak, punjung, dan kondisi pemasangan harus disesuaikan secara bersamaan.
Proses Manufaktur
Rute pembuatan bilah slitter putar HRC55 ditentukan berdasarkan bahan bilah, dimensi, struktur, dan persyaratan presisi.
Proses yang khas meliputi:
- Tinjauan gambar dan aplikasi
- Pemilihan material pisau
- Pemeriksaan bahan baku
- Persiapan kosong atau penempaan
- Perlakuan panas dan temper
- Pemesinan kasar CNC
- Pemesinan internal dan eksternal
- Penggilingan permukaan yang presisi
- Pemesinan yang canggih
- Penggilingan atau pemolesan halus
- Demagnetisasi dan pencegahan karat
- Inspeksi akhir
- Kemasan kotak kayu
Bilah tipis, bilah berdiameter besar, dan geometri tepi khusus mungkin memerlukan kontrol berbeda selama perlakuan panas dan penggilingan.
Inspeksi dan Kontrol Kualitas
SENDA didirikan pada tahun 1998 dan memiliki lebih dari 100 karyawan. Produksi dan inspeksi dikelola berdasarkan sistem manajemen mutu ISO 9001.
Tergantung pada pesanan dan gambar yang disetujui, item inspeksi dapat mencakup:
- Bahan pisau
- Kekerasan
- Diameter luar
- Diameter dalam
- Ketebalan pisau
- Kebosanan
- Paralelisme
- Konsentrisitas atau runout radial
- Kekasaran permukaan
- Kondisi mutakhir
- Goresan permukaan
- Terkelupas dan gerinda
- Penandaan produk
- Perlindungan karat
- Kondisi kemasan
Persyaratan pemeriksaan akhir didasarkan pada gambar, pesanan, dan perjanjian teknis yang disetujui.
Layanan Regrinding Luar Negeri
SENDA menyediakan layanan penggilingan kembali ke pabrik untuk pelanggan luar negeri.
Sebelum melakukan penggilingan ulang, bilah yang digunakan dievaluasi untuk:
- Keausan yang tajam
- Kedalaman pemotongan
- Dimensi bilah yang tersisa
- Kondisi material dan kekerasan
- Sejarah penyesalan sebelumnya
- Kerataan dan paralelisme
- Retak atau kerusakan tidak normal
Ketika bilah tetap cocok untuk penggilingan ulang, SENDA dapat melakukan restorasi tepi, penggilingan presisi, pemeriksaan ulang dimensi, pencegahan karat, dan pengemasan ulang.
Tidak semua bilah bekas dapat digerinda ulang. Pisau dengan potongan yang dalam, sisa dimensi yang tidak memadai, atau kerusakan struktural mungkin perlu diganti.
Pengemasan, MOQ dan Pengiriman
Jumlah Pesanan Minimum
Jumlah pesanan minimum adalah:
2 buah
Ini mendukung spesifikasi khusus, konfirmasi sampel, dan persyaratan penggantian dalam jumlah kecil.
Waktu Pimpin
Waktu tunggu standar adalah:
Sekitar 35 hari
Waktu pengiriman akhir bergantung pada bahan bilah, dimensi, kuantitas, rute perlakuan panas, dan persyaratan presisi.
Kemasan Standar
Kemasan standarnya adalah kotak kayu.
Persiapan pengemasan biasanya meliputi:
- Pembersihan pisau
- Perlindungan karat
- Perlindungan mutakhir
- Pemasangan individu atau berlapis
- Penguatan kotak kayu bagian dalam
- Inspeksi penandaan eksternal
Cara pengemasannya disesuaikan dengan dimensi pisau, berat dan jumlah pesanan.
Pertanyaan Umum
Apakah HRC55 cocok untuk setiap aplikasi pemotongan baja tahan karat?
TIDAK.
HRC55 adalah salah satu persyaratan kekerasan bilah. Hal ini juga harus dievaluasi bersama dengan material bilah, kualitas baja tahan karat, ketebalan material, kekuatan tarik, kecepatan menggorok, dan risiko terkelupas.
Bagaimana cara memilih antara D2 dan SKD11?
D2 dan SKD11 dapat digunakan untuk pisau penggorok logam.
Pemilihan akhir tergantung pada kekuatan, ketebalan, beban pemotongan, mode keausan yang diharapkan, risiko chipping, dan persyaratan penggilingan ulang baja tahan karat.
SENDA mengonfirmasi konfigurasi material dan perlakuan panas setelah meninjau kondisi pengoperasian.
Bisakah SENDA memproduksi bilah sesuai gambar?
Ya.
SENDA dapat memproduksi bilah slitter putar sesuai dengan gambar pelanggan, dimensi bilah yang ada, atau sampel fisik.
Gambar sebaiknya mencakup diameter luar, diameter dalam, ketebalan, toleransi, geometri tepi dan persyaratan material.
Ketepatan apa yang dapat diberikan oleh SENDA?
Untuk ukuran pisau yang berlaku:
- Toleransi ketebalan bisa mencapai ±0,001 mm
- Paralelisme bisa mencapai 0,002 mm
- Standar kekasaran permukaannya bisa mencapai Ra 0,2 μm
- Kekasaran permukaan yang dipoles bisa mencapai Ra 0,1 μm
Presisi akhir dikonfirmasi berdasarkan dimensi blade dan persyaratan gambar.
Bisakah SENDA menyediakan spacer dan stripping ring?
Ya.
SENDA dapat menyediakan spacer baja, shim, cincin PU, cincin karet, cincin pemisah, dan cincin pengupas baja untuk konfigurasi perkakas menggorok yang lengkap.
Apakah SENDA menyediakan layanan resrinding untuk pelanggan luar negeri?
Ya.
Sebelum melakukan penggilingan ulang, bilah harus dievaluasi mengenai keausan, chipping, dimensi yang tersisa, kondisi material, dan riwayat penggilingan ulang sebelumnya.
Informasi apa yang diperlukan untuk kutipan?
Harap berikan:
- Kelas baja tahan karat
- Kisaran ketebalan bahan
- Kekuatan tarik atau kekerasan
- Kecepatan menggorok
- Lebar strip yang diperlukan
- Diameter luar bilah, diameter dalam dan ketebalan
- Model mesin menggorok
- Gambar atau sampel
- Bahan pisau yang ada
- Masalah pemotongan saat ini
- Jumlah yang dibutuhkan
- Persyaratan perkakas yang cocok
Informasi Permintaan
Untuk tinjauan dan penawaran aplikasi, harap berikan:
- Kelas baja tahan karat
- Ketebalan bahan minimum dan maksimum
- Kekuatan tarik atau kekerasan
- Kecepatan menggorok
- Lebar strip yang diperlukan
- Pisau OD × ID × ketebalan
- Model mesin slitting dan dimensi punjung
- Bahan dan kekerasan bilah yang ada
- Masalah duri, terkelupas, atau keausan saat ini
- Spacer, shim, cincin PU, atau cincin stripper yang diperlukan
- Gambar, foto, atau informasi sampel
- Jumlah yang dibutuhkan

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!